Home
About
Tradition Of Quality
History
International Partnerships
Privacy Policy
Sales Team
Terms And Conditions Of Sale
View Our Warranty
Products
Durabla Valves
Durabla Model V7 Valve
Durabla® Model V7H (LOW NPSH) Pump Valve
CavPack® Valve Set
Durabla® Model V7F & V7FD Valves
Durabla® Valve Components
Durabla® Valve Installation
Durabla® Valve Maintenance
Resista® Abrasion Resistant (AR) Valves – Triangle Pump Components, Inc.
Resista® Abrasion Resistant (AR) Valve Components
Resista® Abrasion Resistant (AR) Valve Installation
WG Sphera® Series – Triangle Pump Components, Inc.
WG Sphera® Series Case Studies
PlenaFlow® Plate Valve
PlenaFlow® Plate Valve Components
PlenaFlow® Plate Valve Installation
Fortis MC Plungers
Fortis MC Ceramic Plungers
Fortis MC Metal Plungers
Plunger Installation
DynaRod® Extension (Pony) Rods
Optimus CP® Plunger Packing and TriVis® Stuffing Box Components
Plunger Packing Installation
Valve Puller
Resources
Industries
Blog
FAQ
Contact
Request a Quote
Resources
RESOURCES
10 Tips to Improve Operations of a Salt Water Disposal Pump
download
1964 Durabla® Brochure
download
Cavitation Coloring Book
View and Print
Choosing the Correct Pump Valve for Your Application
learn more
Company Brochure
download
Handy Field Formulas Card
download
How Durabla® Pump Valves Are Used
learn more
How to Order Expendables Checklist
download
Industries for Durabla® Valves
learn more
Preventing Systemic Causes of Pump Valve Failure
WATCH VIDEO
Product Catalog
download
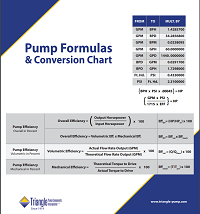
Pump Formulas & Conversion Chart
download
Reciprocal Pump Cavitation
download
Reciprocating Pumps & Valves
learn more
Suction Design Guide
download
Suction System Problems and Prevention
download
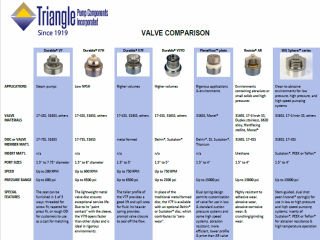
TPCI Valve Comparison Chart
download
Understanding Water Hammer
download
Valves that Match the Mechanical Efficiency of Reciprocating Plunger Pumps
download